
13848823333

鋼結構舞臺
鋼結構舞臺安裝是鋼結構工程中的一種,鋼結構舞臺結構主要由型鋼和鋼板等制成的鋼梁、鋼柱、鋼桁架等構件組成,各構件或部件之間通常采用焊縫、螺栓或鉚釘連接。因其自重較輕,且施工簡便,普遍應用于大型廠房、場館、超高層等領域。
產地:內蒙古>包頭市
供應商:包頭市寶順鋼構彩板有限公司
技術服務熱線: 13848823333
鋼結構舞臺詳細內容
鋼結構舞臺安裝都是需要鋼材搭建而成的,鋼結構舞臺也是建筑結構類型之一。鋼結構舞臺鋼材的特點是強度高、自重輕、整體剛性好、變形能力強,故用于建造大跨度和超高、超重型的建筑物特別適宜;材料勻質性和各向同性好,屬理想彈性體,符合一般工程力學的基本假定;材料塑性、韌性好,可有較大變形,能很好地承受動力荷載;建筑工期短;其工業化程度高,可進行機械化程度高的生產。鋼結構應研究高強度鋼材,大大提高其屈服點強度;此外要乳制新品種的型鋼,例如Η型鋼(又稱寬翼緣型鋼)和Τ形鋼以及壓型鋼板等以適應大跨度結構和超高層建筑的需要。

鋼結構舞臺施工程序:
熟悉圖紙→圖紙會審→放樣→下料→焊接→半成品→拼裝→矯正→防腐油漆→成品保護→二次組裝→整理資料竣工驗收。
鋼結構舞臺施工準備工作:
1、組建管理機構,確定各部門職能,確定崗位職責分工,對工程的進度、質量、安全、成本和場容進行監督管理、考核驗收。
2、組建完整的安全管理機構,認真貫徹“安全防護、預防為主”的安全生產方針,及時消除安全隱患和避免安全事故的發生。
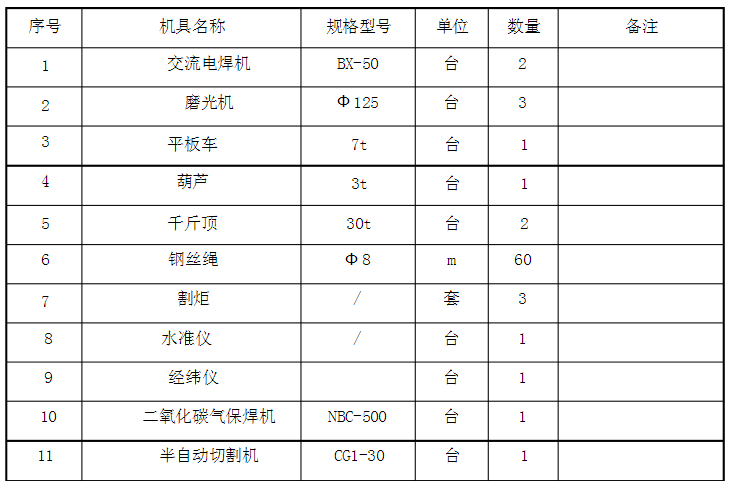
3、施工機具需用量計劃表,根據本工程實尿情況需用機機械設備如下表:
4、根據本工程工程量及施工進度,確定勞動力。
5、根據總工期要求,本工程鋼結構制作安裝施工進度計劃。
6、材料供應:根據圖紙計算出材料品種規格數量,提出材料供應計劃單,及時組織進貨,材料到場后,進行驗收,并檢查其質量證明書是否全,并請建設單位、監理單位確定材料合格后方可使用。當鋼材表面有銹蝕、麻點、劃痕等缺陷時,其深度不應大于該鋼材允許偏差的1/2, 使用的焊絲、焊劑及焊條、油漆等須符合現行標準和設計要求,質量合格證及證明書、檢測報告全。
鋼結構舞臺施工工藝流程及質量控制措施:
1、放樣:核對圖紙的安裝尺寸和孔距,以1:1的大樣放出節點,核對各部分的尺寸,制作樣板、樣桿作為下料加工的依據,放樣時焊接構件要按工藝要求放出焊接收縮量。
2、號料:在材料上劃出切割、彎曲、鉆孔等加工位置,標出各零件編號,根據配料表和樣板進行套裁,盡可能節約材料。
3、下料:鋼材切割面或剪切面應無裂紋、夾渣、分層和大于1mm的缺棱,盡量采用機械剪切,確保外形尺寸美觀。
4、矯正和成型:根據現場實際情況可采用冷矯正和加熱矯正兩種方法,矯正后的鋼材表面不應有明顯的凹面和損傷,劃痕深度不大于0. 5mm,而且不應大于該鋼材允許偏差的1/2, 鋼材矯正后允許偏差見下表,為避免熱矯正影響鋼材材質,我工程處采用30t千斤頂進行冷矯正。
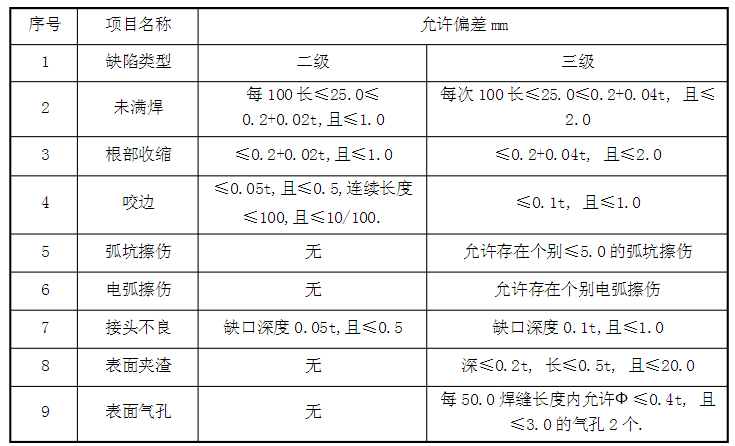
5、鋼結構焊接:焊條、焊絲、焊劑等焊接材料與母材的匹配應符合設計要求及現行行業.標準.《建筑鋼結構焊接技術規程》JGJ81 的規定,焊條、焊絲、焊劑在使用前按其說明書及焊接工藝的規定進行烘焙和存放。焊工須持證上崗,在其認可范圍內施焊,焊接時采用合理的焊接工藝,以減少由焊接產生的變形和應力,確保焊縫和構件的質量。本工程零部件連接處均需滿焊,焊縫厚度按設計要求,焊接時,盡量減少接縫數量,拼接應按等強度連接原則,選擇合適的焊接工藝和剖口形式,并設置在預應力較小部位,焊縫表面不得有裂紋、焊瘤等缺陷,表面無氣孔、夾渣、弧坑、電弧擦傷等缺陷,焊縫不得有咬邊,未焊滿根部收縮等缺陷,力求做到外形均勻,成型較好,焊縫與焊縫,焊縫與基層過渡平滑,焊渣和飛濺物須清理干凈,二、三級焊縫處外觀質量標準見下表:
6、鋼結構拼裝:根據本工程需要用10號槽鋼和5角鐵焊接鋪設一個拼裝平臺。在已經準備好的平臺,.上按照圖紙放1: 1的比例大樣,將下好料的構件按編號準確放置,并將其點焊牢固,檢查其尺寸。選擇合理的焊接工藝進行焊接,將其變形量控制在較小的范圍,確保其質量,單片組焊結束。放置平穩,將其作為拼裝結構架的胎模,再按照構件的編號逐個準確放置,用專用F型夾具將.連接處夾緊點焊牢固,然后焊接成型。其余屋架均以同樣的方法拼裝焊接,由于結構架跨度大,將結構架以中心線分成兩段編好結構架編號,并將其加固防止變形,現場放置平穩進行二次拼裝,拼裝時注意其外形尺寸及起拱度。
7、鋼結構防腐:本工程除銹等級Sa2. 5,所有構件表面清理銹跡,露出本色。采用機械噴漆,灰色防銹漆兩遍,灰色調和面漆兩遍。每一層油漆干透后,再刷下一遍,構件表面不應誤涂、漏涂,涂層不應脫皮和返漆,涂層應均勻,無明顯皺皮、流墜、針眼和氣泡等,涂裝完成后構件的標志、標記和編號應清晰完整。
本文簡單的介紹了鋼結構舞臺搭建的簡單過程,包頭寶順廠家可以承接不同類型和大中型舞臺安裝,可以來圖進行定制,我廠家還承接不同跨度的鋼結構廠房、 網架鋼結構、框架鋼結構、鋼結構雨棚等工程,歡迎大家多多咨詢。
與鋼結構舞臺相關的產品




聯系方式

包頭市寶順鋼構彩板有限公司
手機:13848823333
15661302222
電話:0472-4999993
0472-4999991
郵箱:baoshun2003@163.com
網址:m.haomisoft.cn
Q Q:380204968
公司名稱:包頭市寶順鋼構彩板有限公司 公司地址:內蒙古自治區包頭市東河區河東鎮鋁業大道 電話:0472-4999993 傳真:0472-4999991 手機:13848823333 公司網址:http://m.haomisoft.cn
包頭市寶順鋼構彩板有限公司 2011(C)版權所有 并對網站所有內容保留解釋權 蒙ICP備2021001523號-1

蒙公網安備 15020202000296號
PowerBy:速貝·網搜寶 網站建設:中科四方 技術支持:速貝微博
